El artículo del TecnoBlog de TMCOMAS de este mes, va dedicado a la reparación de una bomba multietapa que nos hizo llegar uno de nuestros clientes habituales.
INSPECCIÓN INICIAL
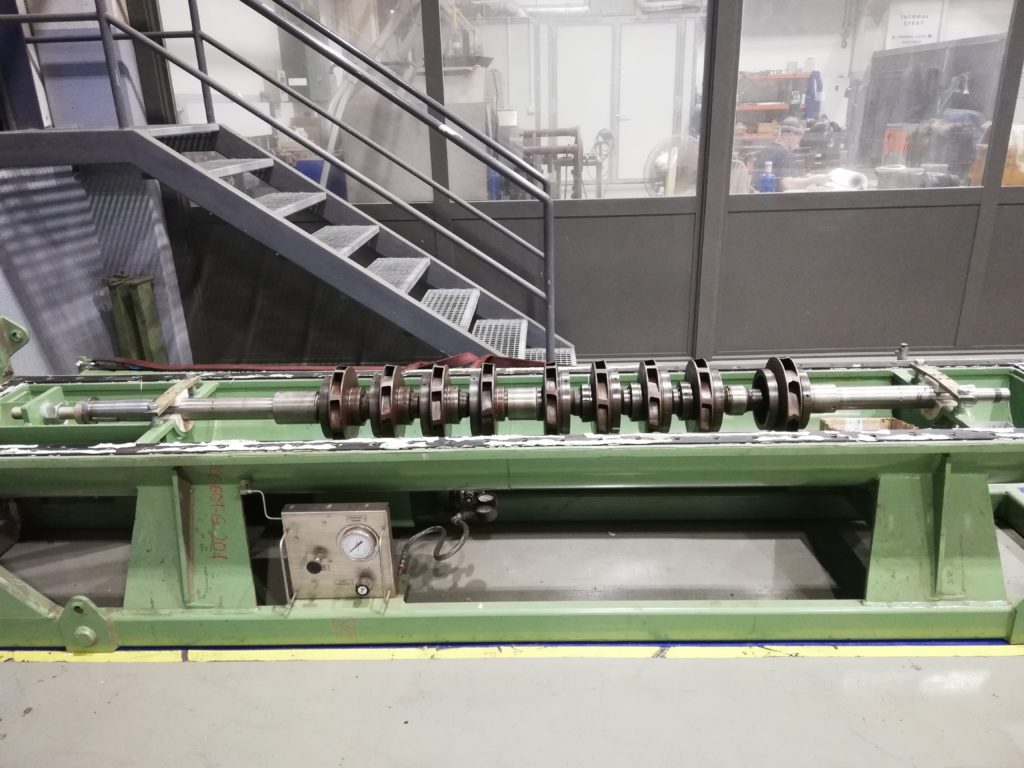
Inicialmente, y según las indicaciones del cliente, parecía que la bomba había perdido la alineación de los centros, cosa que había hecho bloquear el rotor.
Así, después de la inspección de las piezas por parte de nuestros técnicos, se ofertan 2 opciones de reparación, una más exhaustiva y una más sencilla, y el cliente se decanta por la segunda opción.



PROCESO DE REPARACIÓN
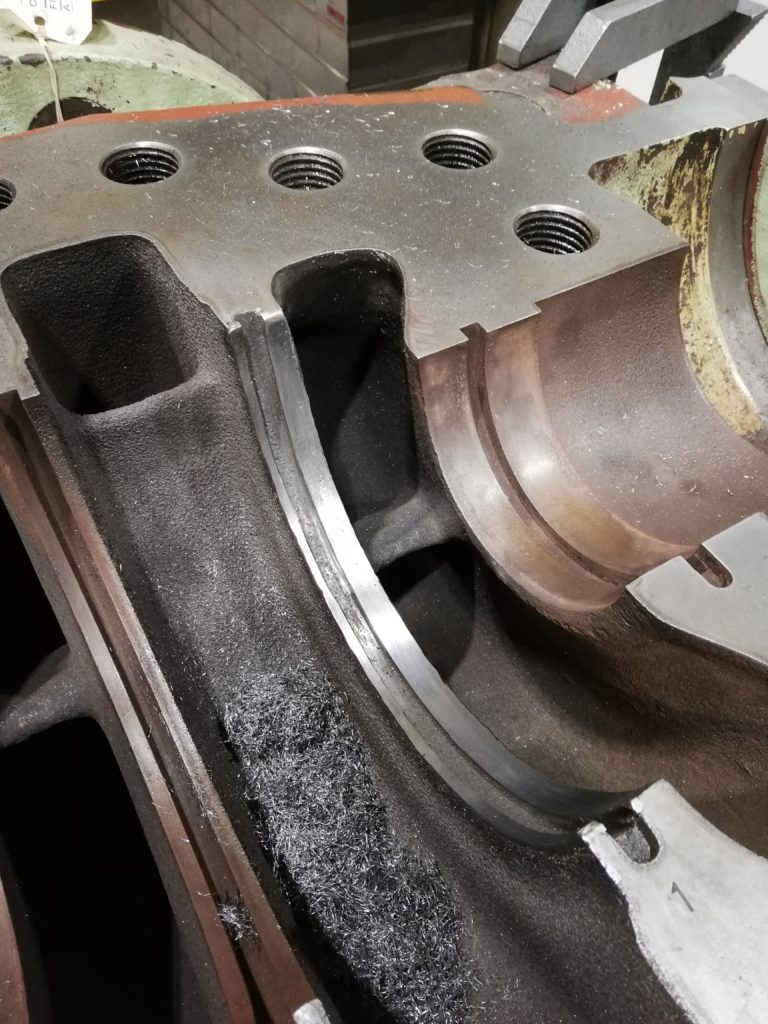
Bajo esas premisas, se inicia el proceso de reparación mediante limpieza de los alojamientos de los aros postizos, los casquillos y la cara plana de ambas carcasas.
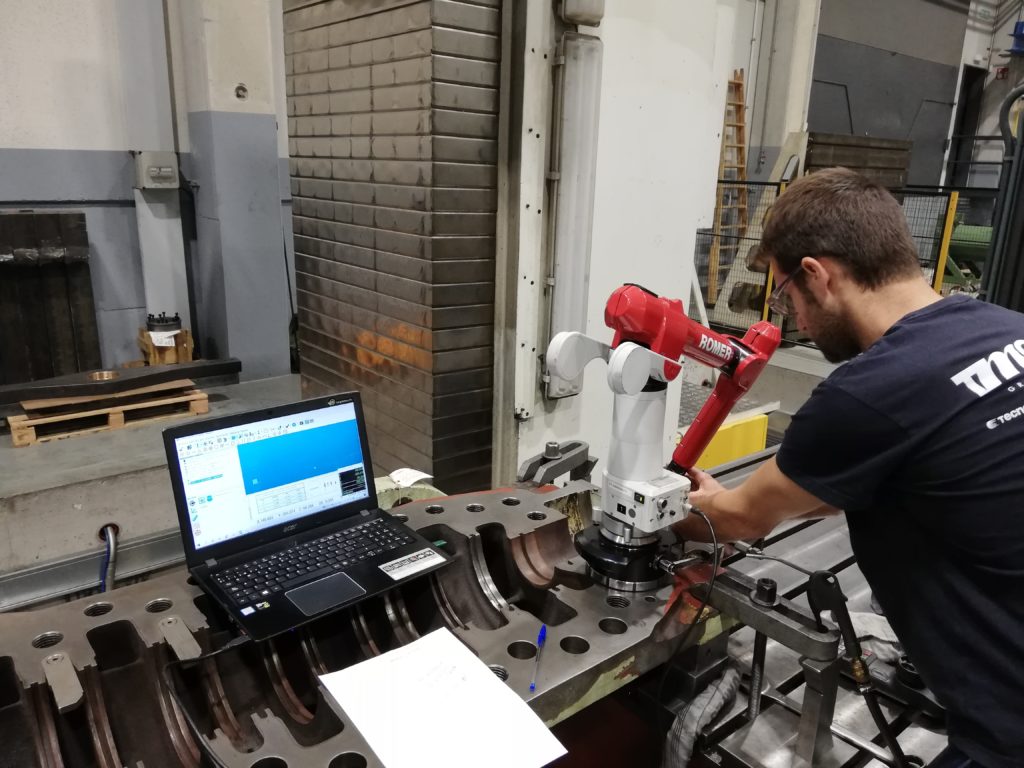
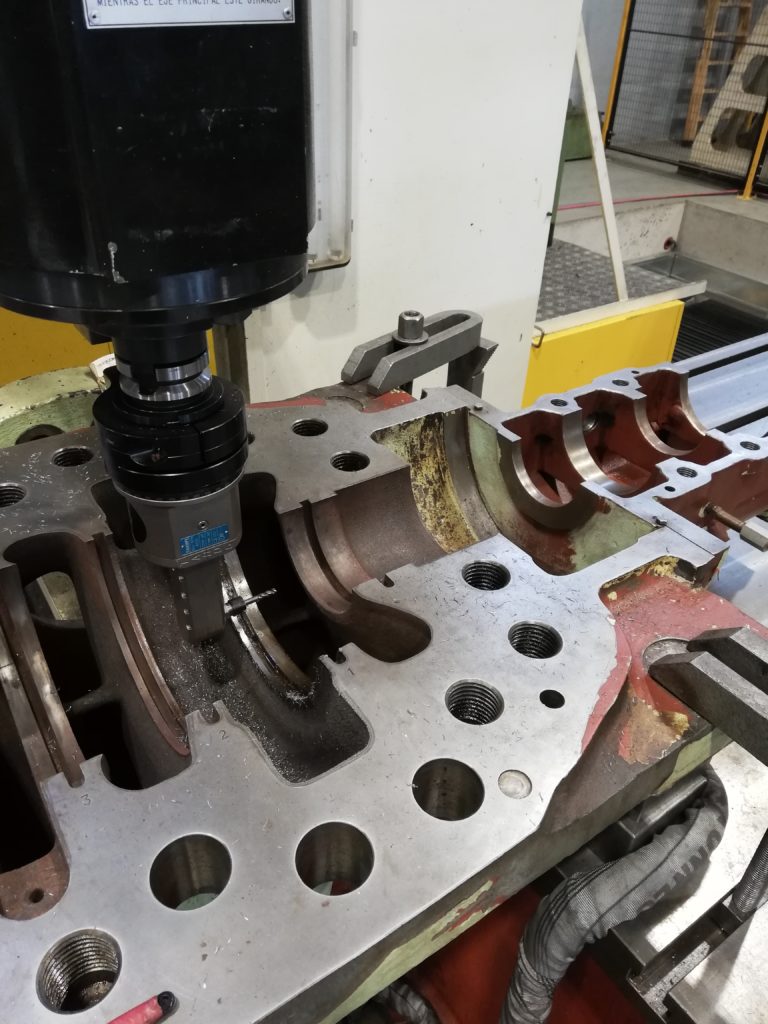
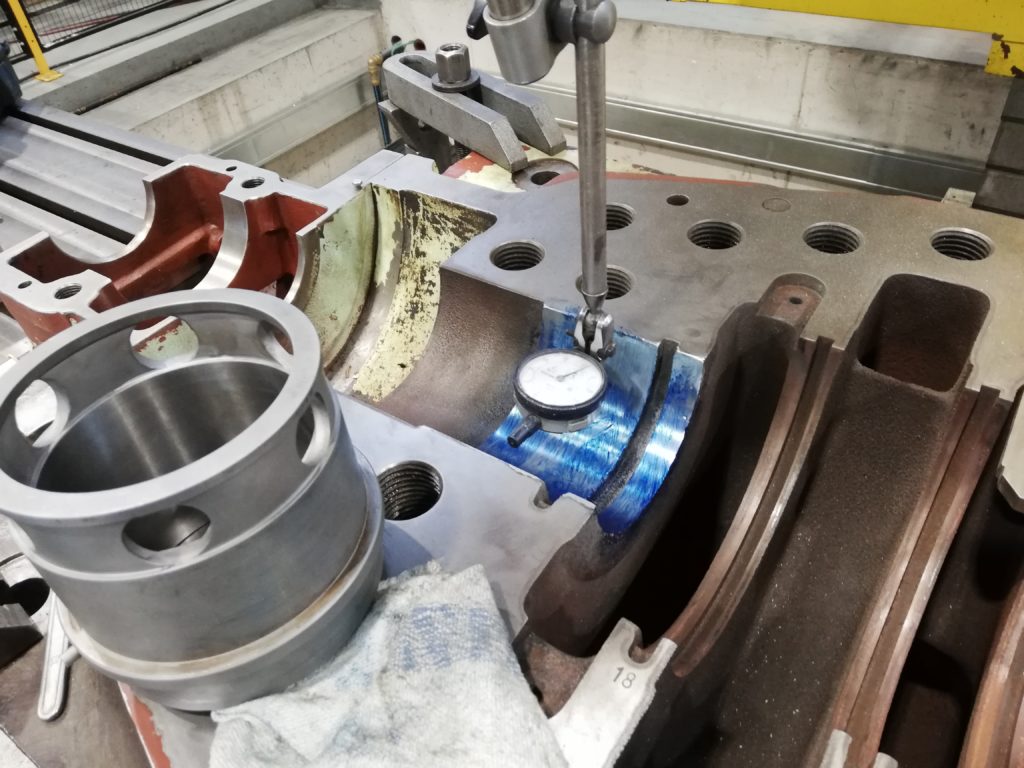
Se procede al montaje de la carcasa inferior en la fresadora, para comprobar la alineación de los 3 apoyos de casquillos de la carcasa, al mandrinado del diámetro de alojamiento y al repaso de caras axiales para eliminar material sobrante de una soldadura existente.

En paralelo, se fabrican 2 aros de bronce para centraje del rotor y se analiza el material del aro de roce para elaborar el plano constructivo que servirá para fabricar uno nuevo. Una vez fabricado, se comprueba su ajuste en el alojamiento mecanizado y se ajustan los 2 soportes de cojinete postizos para que queden concéntricos con los alojamientos de la carcasa. Además, se mecanizan de nuevo los alojamientos de los pasadores cónicos para dejarlos perfectamente centrados con la carcasa inferior, se construyen pasadores nuevos y se comprueba la alineación una vez montados.

Por otra parte, aunque los cojinetes antifricción eran nuevos, tenían arañazos y su holgura era inferior a la que indicaba el fabricante según plano. Por eso, se procede al mecanizado de su interior para dejar así la holgura correcta respecto al diámetro del eje.
Una vez repasados los alojamientos de los pasadores de los soportes, se montan los cojinetes antifricción y se comprueba la concentricidad con el resto de la bomba. También se colocan los casquillos de cierre mecánico y central, para montar la carcasa superior y verificar el centraje axial, así como la alineación de los pasadores que posicionan las dos partes de la bomba.
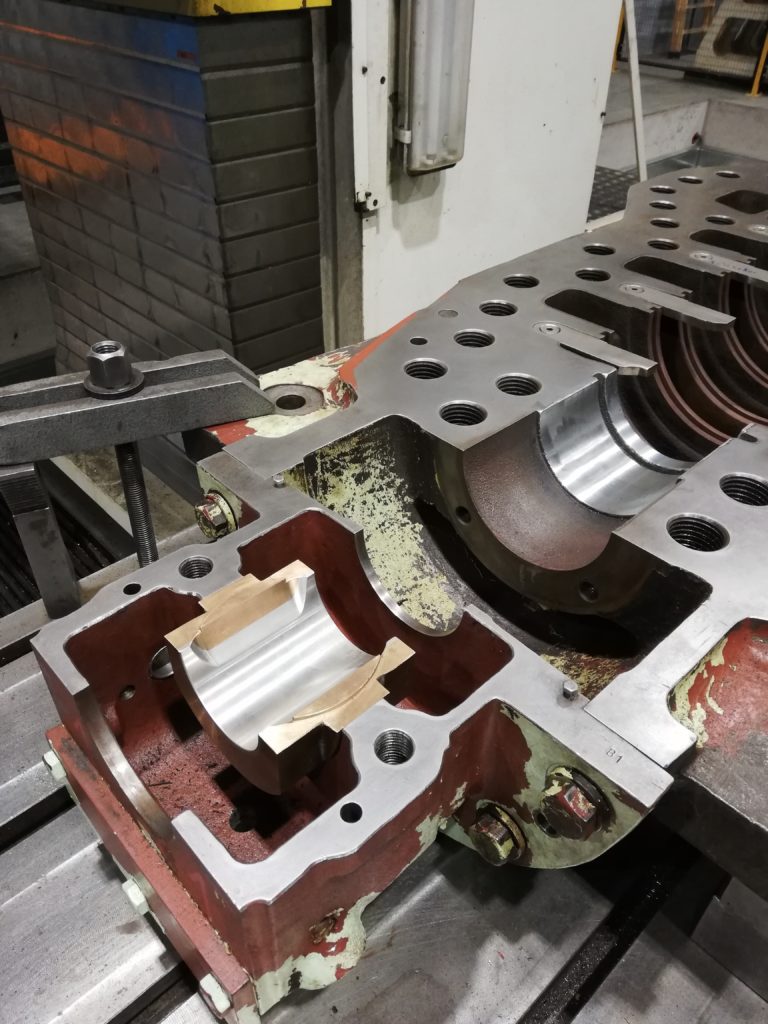

Después, se desmonta la carcasa inferior de la máquina, se monta la superior, se centra, se hacen toques de referencia en las aletas y se alinea. Además, se comprueba la concentricidad de los alojamientos de casquillos de cierre y casquillo central, se mandrina el diámetro de alojamiento del aro de roce y se repasan las caras axiales para eliminar el material sobrante de la soldadura existente.
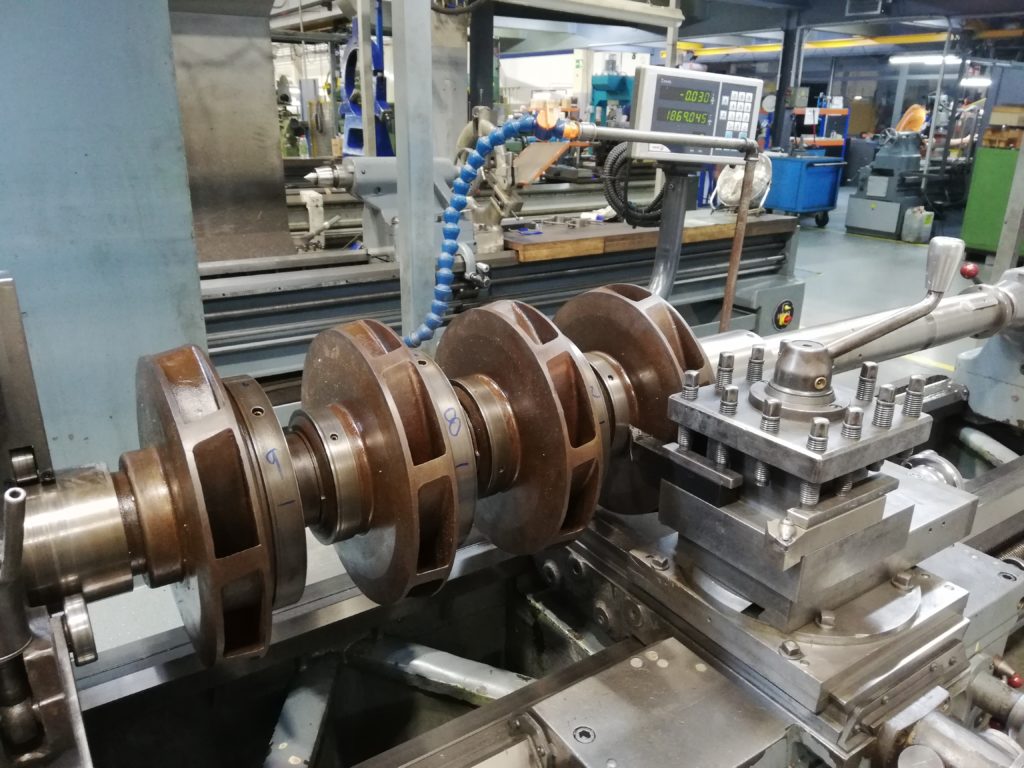
Posteriormente, se verifica run-out del rotor y se comprueba que está dentro de las tolerancias aceptables. Se toman medidas de todos los aros estáticos y dinámicos para verificar que se cumplen las holguras y se aprecia como, en algunos casos, las medidas encontradas son menores de las recomendadas por el fabricante, problema que se solventa con el mecanizado de algunos aros de roce del rotor.

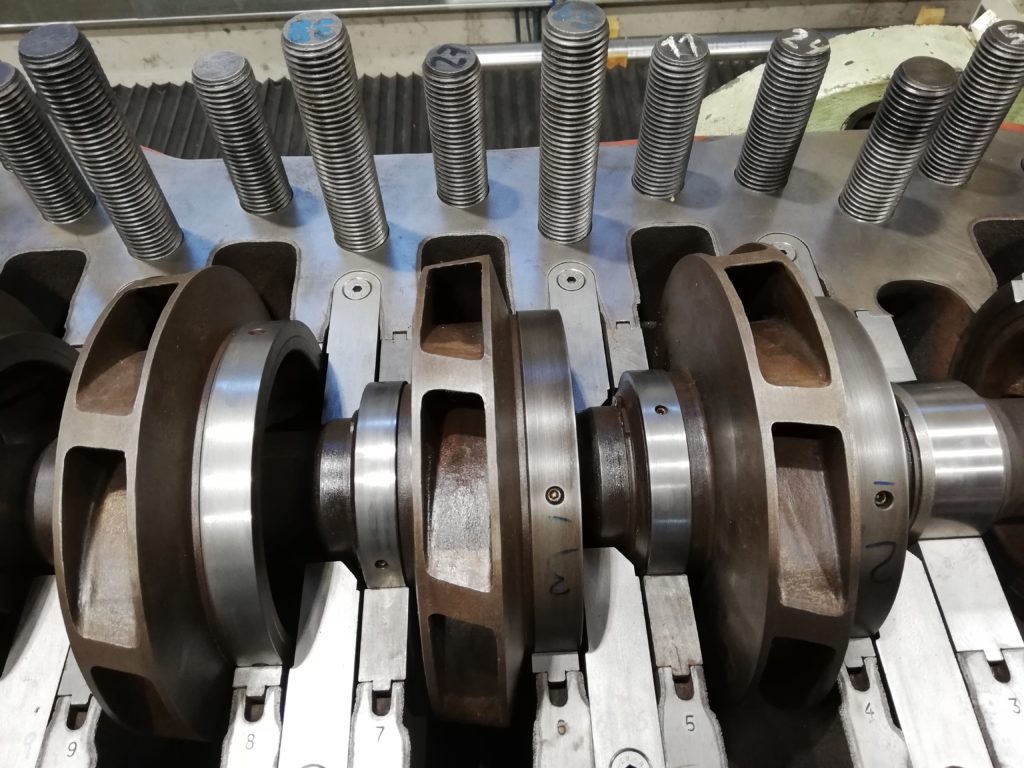
Finalmente, se ensambla la bomba y se colocan los pernos en sus mitades correspondientes, así como los aros estáticos. Se comprueba que sin la tapa superior y el rotor apoyado en los casquillos de bronce en lugar de cojinetes antifricción, éste gira libremente. Se monta la carcasa superior, se colocan los pasadores y se aprietan las tuercas al par de apriete, verificando que el rotor gira libremente.


Para terminar, se modifica el soporte del cliente para poder apoyar todo el conjunto sobre la bancada para el transporte.

En esta ocasión, el envío de la bomba completamente reparada se acompaña de un informe de reparación detallado, así como de todos los certificados de calidad pertinentes.
Como siempre, desde TMCOMAS queremos dar el mejor servicio a nuestros clientes, pudiendo adaptarnos a las necesidades y especificaciones técnicas y logísticas de cada trabajo, y como en el caso de esta reparación, realizar una recuperación completa de un equipo crítico de alto valor añadido.
——————————
*Para más información sobre REPARACIÓN DE EQUIPOS DINÁMICOS o cualquiera de los otros servicios que ofrecemos (proyección térmica, Laser Cladding, cojinetes antifricción, mecánica de precisión, soldaduras especiales e ingeniería inversa) no dudes en ponerte en contacto con nosotros a través del correo: comercial@tmcomas.com o llamando al (+34) 972 330 600.